6163银河.net163.am

行业应用背景
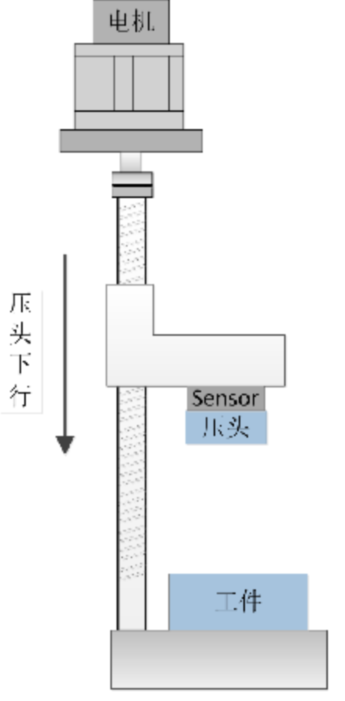
为了满足轻量化需求,越来越多的零部件采用点胶+压合装配工艺;
为了满足新工艺,力控性能要求越来越高,如力控精度由5%提高到1%
压合工艺技术要求
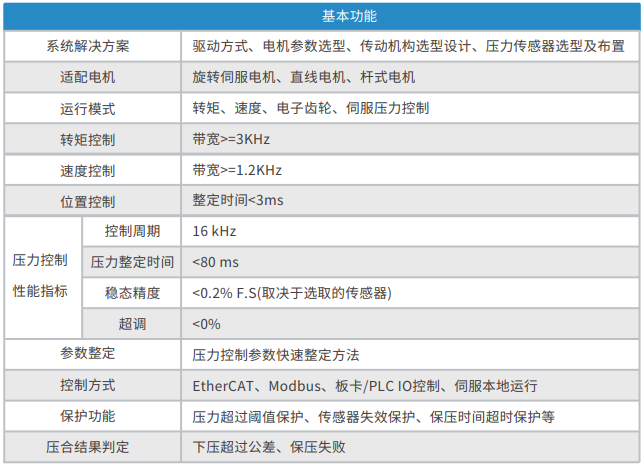
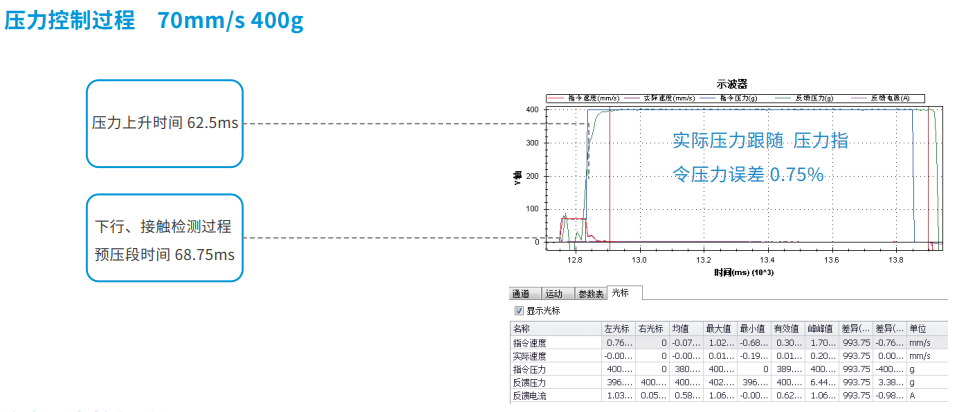
控制精度: ≤1%
压力超调:无超调
压力建立时间: ≤80ms
基于上位机的压力闭环控制

存在问题
力控的线性区间难以把握;
模拟量信号的输入与系统实际出力的关系需采用试错验证
压力控制精度极度依赖于平台,机构安装精度等外部因素
增加预压弹簧导致压头结构复杂;
压力控制闭环回路大,调整周期长;
压力调整时间长,稳态误差大,系统易振荡;
上位机压力控制实现复杂,各项目实际效果不一。
集成力控功能的6163银河.net163.am伺服驱动器

基本规格
完备的保护机制
过压过冲保护,防止压力传感器损坏
位置自学习功能,防止接触位置判定过程中可能出现的压力传感器/工件损坏
接触检测与保护功能
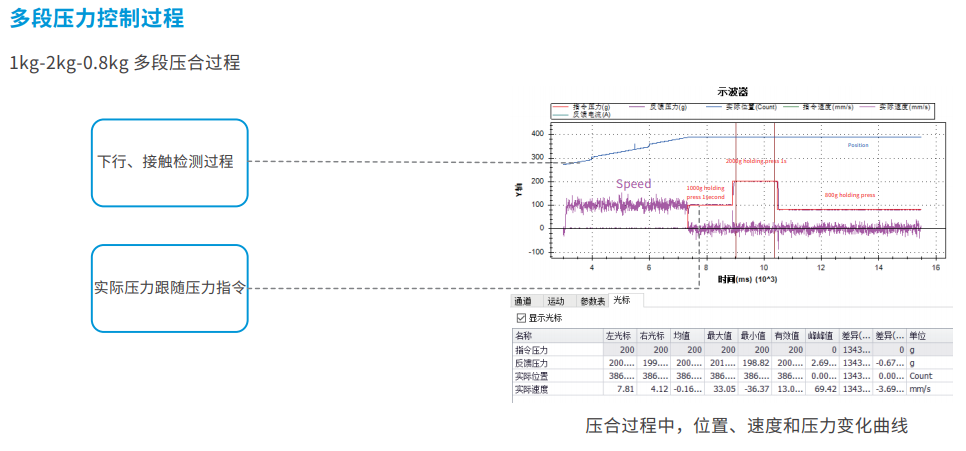
压力轨迹平滑算法
压力传感器保护
压合位置保护功能
方便易用的调试界面

联系电话:(86)512-66593362
传真:(86)512-66593372
电话号码:0512-66593362
市场邮箱:linkhou.marketing@linkhou.com
采购邮箱:caobin@linkhou.com
地址:苏州市吴江区江陵街道泉德路699号2幢

 联系我们
联系我们 官方微信
官方微信 QQ客服
QQ客服 新浪微博
新浪微博